natural colour Sainless steel
| Price: |
1000.0~6000.0 USD |
| Payment Terms: |
T/T,L/C,WU |
| Place of Origin: |
Henan, China (Mainland) |
Product Detail
Model No.:
304
Production Capacity:
6000 Metric Ton/Metric Tons...
Delivery Date:
20-30 days
Steel Grade::
300 Series
Brand Name:
JH
Place of Origin::
China (Mainland)
Application::
Machinery, automobile, hous...
colour:
natural colour
Means of Transport:
Ocean
Packing:
According to the customer r...
Standard::
AISI,ASTM,BS,DIN,GB,JIS
Certification:
ISO
sample:
sample is free to send
Thickness::
0.02mm-80mm
model number::
JHSS4510
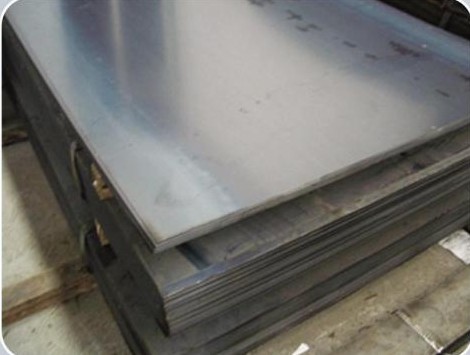
natural colour Sainless steel
Thickness: 0.3mm-80mm
Width: 800mm-2000mm
Length: 1000mm-6000mm
Technique: Hot rolled, Cold rolled
Standard: ASTM, ASME, AISI, JIS, DIN, EN, ISO, GB
Thickness: 0.3mm-80mm
Width: 800mm-2000mm
Length: 1000mm-6000mm or in coil
Standard | Chemical Composition |
ASTM A240 | DIN | EN 10088-2 | JIS4305 | C% Max | Si% Max | Mn% Max | Cr% | Ni% |
201 | | | SUS201 | 0.15 | 1.00 | 7.50 | 16.00-18.00 | 3.50-5.50 |
202 | | | SUS202 | 0.15 | 1.00 | 10.00 | 17.00-19.00 | 4.00-6.00 |
301 | 1.4310 | | SUS301 | 0.15 | 1.00 | 2.00 | 16.00-18.00 | 6.00-8.00 |
302 | 1.4300 | X10CrNi18-8 | SUS302 | 0.15 | 1.00 | 2.00 | 17.00-19.00 | 8.00-10.00 |
304 | 1.4301 | X5CrNi18-10 | SUS304 | 0.08 | 1.00 | 2.00 | 18.00-20.00 | 8.00-10.50 |
304L | 1.4306 | X2CrNi19-11 | SUS304L | 0.03 | 1.00 | 2.00 | 18.00-20.00 | 8.00-12.00 |
309S | 1.4833 | X12CrNi23-13 | SUS309S | 0.08 | 1.00 | 2.00 | 22.00-24.00 | 12.00-15.00 |
310S | 1.4845 | X8CrNi25-21 | SUS310S | 0.08 | 1.00 | 2.00 | 24.00-26.00 | 19.00-22.00 |
316 | 1.4401 | X5CrNiMo17-12-2 | SUS316 | 0.08 | 1.00 | 2.00 | 16.00-18.00 | 10.00-14.00 |
316L | 1.4435 | X2CrNiMo17-12-2 | SUS316L | 0.03 | 1.00 | 2.00 | 16.50-18.50 | 10.00-14.00 |
317 | 1.4449 | | SUS317 | 0.08 | 1.00 | 2.00 | 18.00-20.00 | 11.00-15.00 |
317L | 1.4438 | X2CrNiMo18-15-4 | SUS317L | 0.03 | 1.00 | 2.00 | 18.00-20.00 | 11.00-15.00 |
321 | 1.4541 | X6CrNiTi18-10 | SUS321 | 0.08 | 1.00 | 2.00 | 17.00-19.00 | 9.00-12.00 |
347 | 1.4550 | X6CrNiNb18-10 | SUS347 | 0.08 | 1.00 | 2.00 | 17.00-19.00 | 9.00-12.00 |
410 | 1.4006 | X12Cr13 | SUS410 | 0.15 | 1.00 | 1.00 | 11.50-13.50 | |
430 | 1.4016 | X6Cr17 | SUS430 | 0.12 | 1.00 | 1.00 | 16.00-18.00 | |
Technique: Hot rolled, Cold rolled |
Surface finish: 2B, BA, No.4, 8K or customized |
Size: Thickness 0.02mm-80mm, Width 25mm-2000mm, plate or coil |
Application: Machinery, shipbuilding, construction, automobile, household appliances etc. |
- he raw materials are first melted in an electric furnace. They are subjected to at least 12 hours of intense heat.
- The mixture is cast into either large rectangular blooms, slabs or bar-like billets, before taking on a semisolid form.
- This initial form of steel is then processed via forming operations that include hot rolling into bars, wires, sheets and slabs.
- The steel is subjected to annealing. This is a heat treatment in which the metal is first heated and then cooled under extreme, controlled conditions. The metal is thus treated for internal stresses and is duly softened and strengthened. This processing is also referred to as 'age hardening'. It requires careful monitoring of temperature and heating and cooling times. The aging temperature affects metal properties massively; while lower temperatures cause high strength and low fracture toughness (i.e., more brittle than ductile), higher temperatures result in a tougher material of lower strength (i.e., more ductile than brittle). Rapid cooling can produce a tough steel with no significant loss in strength. The heat treatment given to stainless steel depends on the type and grade of steel being produced.
- Annealing or the heat treatment can lead to the development of a precipitate, known as scale. The scale can be removed via several methods, such as pickling, (nitric-hydrofluoric acid bath), electrocleaning (application of an electric current, using phosphoric acid and a cathode), etc.
- Descalingof the material is introduced into the manufacturing process at different times, depending on the type of steel being produced. While the bar and wire forms have to be additionally treated with hot rolling, forging and extruding, the sheet and strip forms go through annealing after hot rolling.
- Cutting operations in the manufacturing process are essential in obtaining the desired shape and size of the end product. Mechanical cutting involves the use of guillotine knives and high-speed steel blades for blanking (punching out the shape by shearing) and nibbling (cutting out a series of overlapping holes). It is also cut via flame cutting, a process that involves the use of a flame generated by oxygen, propane and iron powder. The plasma jet cutting method uses an ionized gas column to melt and cut the metal.
- Surface finish, the final step in the manufacture of stainless steel, is critical to obtain the smooth and reflective surface that the metal is popular for. This last stage gives the product the desired corrosion resistance and gets the metal ready for further specific industrial manufacturing steps as required. In the surface finish stage, the metal is subjected to treatment according to the physical appearance desired: a dull finish, a bright finish or a mirror finish.
- Manufacturing end products involve further shaping via heat-rolling, pressing, forging and extrusion. The material is then joined via welding and given the desired shape.
 ceritificate
ceritificate

Didn't find what you're looking for?
Post Buying Lead or contact
HiSupplier Customer Service Center
for help!
Related Search
Find more related products in following catalogs on Hisupplier.com